

联系电话:150-4935-1888
+
 微信号:DLX538538
微信号:DLX538538

微信号:DLX538538








榆林管桁架结构加工制造工艺
来源:www.nmhfgg.cn 发布时间:2022年08月25日
榆林管桁架结构加工制造工艺
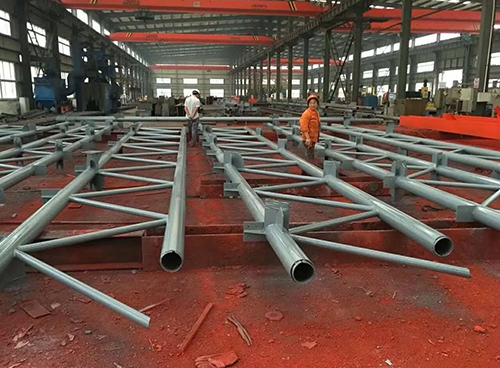
榆林管桁架结构线条光滑,外观美观,易于追求建筑设计的艺术追求。因此,管桁架在建筑中得到了应用。根据管桁架的特点和起重机的承载能力,将工程空间管桁架结构分为片式吊装单元。为了减少高空部件的装配工作量,桁架在工厂组装焊接,然后运到现场进行零件安装。
2.在准备好的胎架上焊接管桁架组装单元,以保障每个单元的精度。单元组件的尺寸应准确,以保障高空安装(总装)期间的准确对接。
①装配式轮胎架的放样和安装。使用三维绘图软件放样,包括管口、主弦线拐点控制点、节点、箱角等坐标控制点,以确定构件的水平和垂直位置。
②调整轮胎并将其放在主管上。一般按平面、空间、中间、后两侧、底部和顶部的顺序组装单元体;在同一节点上,按大管先于小管,主管先于支管的顺序进行。将主管放在轮胎上后,用铅锤对齐并调整每个控制点的位置,以确定平面范围内的线性类型。每个控制点的高程应使用垂直校准器进行测量和调整。
③分支连接定位。主弦杆定位后,应采用点焊固定牢固。同样,每根支管的位置应由铅锤、铅锤等仪器确定,并通过点焊固定。
④通过箱体连接。为了减少箱体组装后的变形,先将箱体整体组装,焊接一些焊缝,然后拆下一些板材,与桁架组装。
3.焊接完成后,检查桁架的整体尺寸,修复缺陷并进行抛光。油漆后,标记号码,画出安装定位线,准备安装。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本人将予以删除。
榆林管桁架结构线条光滑,外观美观,易于追求建筑设计的艺术追求。因此,管桁架在建筑中得到了应用。根据管桁架的特点和起重机的承载能力,将工程空间管桁架结构分为片式吊装单元。为了减少高空部件的装配工作量,桁架在工厂组装焊接,然后运到现场进行零件安装。
1.零件材料和弯曲,主要是形成主弦管支架。对于电弧不规则的管件,应根据电弧的函数曲线计算管件的控制点坐标,并准备相应的弯曲模具。冷弯成型应选择合格尺寸的钢管材料。弯曲成型后,检查控制点不得小于桁架弦段的控制点。

2.在准备好的胎架上焊接管桁架组装单元,以保障每个单元的精度。单元组件的尺寸应准确,以保障高空安装(总装)期间的准确对接。
①装配式轮胎架的放样和安装。使用三维绘图软件放样,包括管口、主弦线拐点控制点、节点、箱角等坐标控制点,以确定构件的水平和垂直位置。
②调整轮胎并将其放在主管上。一般按平面、空间、中间、后两侧、底部和顶部的顺序组装单元体;在同一节点上,按大管先于小管,主管先于支管的顺序进行。将主管放在轮胎上后,用铅锤对齐并调整每个控制点的位置,以确定平面范围内的线性类型。每个控制点的高程应使用垂直校准器进行测量和调整。
③分支连接定位。主弦杆定位后,应采用点焊固定牢固。同样,每根支管的位置应由铅锤、铅锤等仪器确定,并通过点焊固定。
④通过箱体连接。为了减少箱体组装后的变形,先将箱体整体组装,焊接一些焊缝,然后拆下一些板材,与桁架组装。
3.焊接完成后,检查桁架的整体尺寸,修复缺陷并进行抛光。油漆后,标记号码,画出安装定位线,准备安装。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本人将予以删除。
上一条:
影响陕西箱型柱材料的因素
下一条:
巴彦淖尔抑尘挡风墙建筑需要考虑三个因素






 微信公众平台
微信公众平台
 添加微信
添加微信
 电话咨询
电话咨询